
邹军:数控车加工T型螺纹左右借刀宏程序编程办法和思路
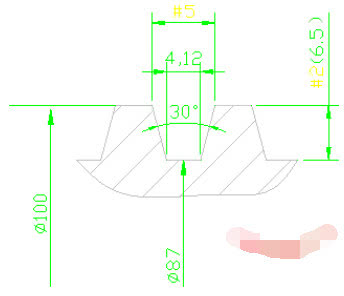
这样我们就可以直观看到:(如上图右侧的借刀)跟着切深加深,刀具需求沿着AB线移动,这样借刀出来才是需求的螺纹牙型。
换句话说吃刀深度X的尺度和Z方向的尺度有联系,这个联系满意勾股规律 ,即TAN15=AC/BC
这个联系式太重要了,后边编程中跟着切深BC的改变,AC也就按照此联系式改变,然后加工出Tr型螺纹概括形状。
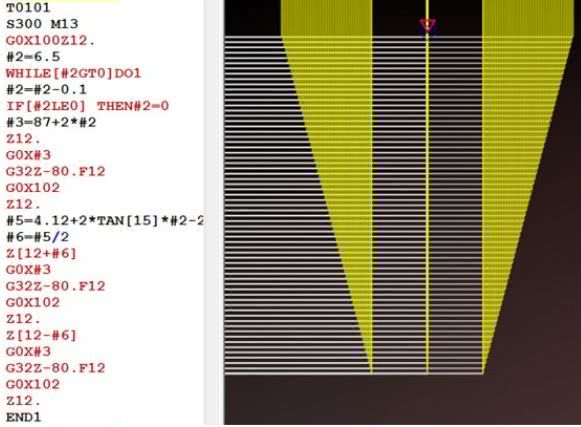
WHILE[#2GT0]DO1(假如牙高没车到,阐明还没到螺纹底径尺度)
#3=87+2*#2(已然#3的赋值为6.5,并且第一刀在螺纹大径处下刀,所以小径加上双方牙高才等于大径,当#2的值改变了,那就从另一方面代表着大径也就改变了,以此来完成分层切)
Z12.(Z12为定位基准,后边程序左右借刀的起点,都是以Z12为基准的)
#5=4.12+2*TAN[15]*#2-2(当前牙高所对应的牙宽,是后边两头借刀的根据)
最终留下个问题,分层车的时分,螺纹最终几刀切深需求慢慢地削减,程序又怎么编写?
相关标签:
相关产品
-
南宁南站67组道岔上新【4】
-
精密传动零部件研发生产项目可行性研究报告
-
Hepco海普克一直线V型滚轮导轨大范围的使用于多轴机械手
-
姑苏德胜恩机电设备有限公司
-
电护麦浪千重 绘织丰盈图景
-
2026年智能机床行业:工业母机自主可控的投资蓝海
-
让人才流向创新最需要的地方
-
《浙江日报》头版头条报道:让人才流向创新最需要的地方

